
Способ замены бандажа вращающейся печи
РЕСПУБЛИН (19) (И) 411 А1 (Я) 4 F 27 В 7/22
ПО ИЗОБРЕТЕНИЯМ И ОТКРЫТИЯМ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ (21) 3998297/31-33 (22) 30.12,85 (46) 30.12.88. Бюл. № 48 (71) Тольяттинский политехнический институт (72) M.Ã.Êîçóëèí, С.М.Козулин, И.И.Сущук-Слюсаренко и И.И,Лычко (53) 666.94.041(088.8)
I (56) Дроздов Н.Е. Эксплуатация, ремонт и испытание оборудования предприятий строительных материалов, изделий и конструкций. H.: Высшая школа, 1979, с. 223-224. (54) СПОСОБ ЗЫП:НЫ БАНДАЖА ВРАЩАЮЩЕЧ1СЯ ПЕЧИ (57) Изобретение относится к способам монтажа бандажных блоков вращающихся печей при замене дефектных бандажей.
Цель изобретения — уменьшение трудоемкости монтажных работ и сокращение сроков простоя вращающейся печи.
Монтаж нового бандажа взамен дефектного бандажа производят иэ двух полуколец 6 в вертикальной плоскости непосредственно на корпусе действующей печи без нарушения ее целостности.
Дефектный бандаж разрезают на полукольца и удаляют, а на его место устанавливают полукольца б нового бандажа и сваривают их между собой электрошлаковой сваркой, располагая сва- с рочный шов вертикально. 2 ил.
Изобретение относится к способам монтажа оборудования, -.в частности к способам монтажа бандажных блоков вращающихся печей при замене дефект5 ных бандажей.
Цель:.изобретения — уменьшение трудоемкости монтажных работ и сокращение сроков простоя вращающейся печи.
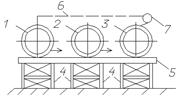
На фиг.i показана схема монтажа (демонтажа) бандажа из двух половин на корпусе печи; на фиг.2 — расположение сварных швов на бандаже.
На фигурах. приняты следующие обозначения: подбандажная обечайка 1. корпуса печи; упорные башмаки 2; технологические планки 3; разрезаемые или свариваемые стыки 4 бандажей,» роликовая опора 5; снимаемое †.или ус-. танавливаемое полукольцо 6 бандажа; 2р сварной шов 7.
Газовой резкой разрезают дефектный бандаж на две половины 6. Приваривают их на обоих стыках 4 технологические планки 3. Поворотом обечайки 1 кор- 25 пуса печи на роликоопорах 5 устанавливают одно полукольцо 6 бандажа так, что она выходит из контакта с опорным роликом. Срезают сварные швы, соединяющие это полукольцо 6 бандажа с технологическими планками 3, и краном снимают его. На это:место устанавливают полукольцо 6 нового бандажа и соединяют концы его ручной сваркой с. технологическими планками 3.
Поворачивают корпус печи на 1/2 оборота, выводят из контакта с роликом второе полукольцо 6 дефектного бандажа, отсоединяют его от технологических планок 3 и снимают краном. На 40 это же место устанавливают второе полукольцо 6 нового бандажа и концы его присоединяют сваркой к технологическим планкам 3. Поворотом корпуса печи устанавливают один из стыков 4 в 45 крайнее верхнее положение (фиг.2).
Осуществляют однослойную или много слойную электрошлаковую сварку этого стыка 4 с образованием сварного шва 7.
Обрабатывают газовой резкой и наждач- 50 ными камнями сварной шов 7 на поверхности катания и на- торцовых поверхностях бандажа. Поворотом корпуса печи устанавливают второй стык 4 в » крайнее верхнее положение. Срезают технологические планки 3. Осуществляют электрошлаковую сварку и зачищают шов. Замена бандажа крупногабаритной вращающейся печи, включающая сборку и сварку бандажа из двух полуколец 6 непосредственно на корпусе печи, значительно сокращает сроки простоя печи в ремонте и трудозатраты на его проведение, так как исключаются операции разборки и сборки огнеупорной футеровки внутри, резки и сварки двух кольцевых стыков 4 корпуса печи, удаления упорных башмаков 2 и их установки, снятия части подбандажной обечайки 1 с дефектным бандажом и установки ее с новым бандажом.
При осуществлении поочередного снятия дефектных и установки новых полуколец 6 бандажа появляется возможность снизить в два раза, грузоподъемность крана, например, заменив козловой кран на стреловой с меньшей грузоподьемностью. Предлагаемый способ также позволяет обеспечить высокую точность геометрических размеров бандажей после их сварки из двух полуколец 6, так как последние стыкуются и свариваются в вертикальной плоскости, что практически исключает возможность образования конусности бандажа по образующей и развала, которые ..наблюдаются при осуществлении электрошлаковой сварки полуколец 6 на горизонтальной площадке. Высокая точность геометрической формы готовых бандажей позволяет повысить надежность их при эксплуатации, избежать отрывов упорных башмаков 2, п0дкладок, накладных пластин подбандажных обечаек 1, уменьшить их износ, формула и з о б р е т е н и я
Способ замены бандажа вращающейся печи, включающий разрезание старого бандажа и сварку из двух полуколец нового бандажа, о т л и ч а ю щ и йс я тем, что, с целью уменьшения трудоемкости монтажных работ и сокращения сроков простоя печи, разрезание старого бандажа, сборку и сварку нового бандажа осуществляют непосредственно на корпусе печи, располагая сварочный шов вертикально.
Техред М.Ходанич Корректор М.Шароши
Производственно-полиграфическое предприятие, г. Ужгород, ул . Проектная, 4
Закаэ 6834/45 Тираж 5б1 Подписное
ВНИИПИ Государственного комитета по иэобретениям и открытиям при ГКНТ СССР
113035, Москва, Ж-35, Раушская наб., д. 4/5
Источник
Технология замены изношенных обечаек и бандажей вращающихся печей и сушильных барабанов




![]()
![]()
Износ узлов привода вращающихся печей, ремонт и регулировка привода.
Ремонт привода печи заключается в восстановлении редуктора и подвенцовой и венцовой шестерен. Редуктор ремонтируют способами, изложенными выше, т. е. выполняют его разборку, измерение зазоров, замену дефектных деталей и узлов, а также сборку, центровку, обкатку и испытание. Венцовую и подвенцовую шестерни заменяют при износе зубьев, достигшем 30 %. Ремонтируют и восстанавливают эти шестерни обычными способами, в том числе и путем переворачивания зубчатого венца и подвенцовой шестерни.
Если износ зубьев не превышает по длине зубьев—80 %, а по высоте — 30 % целесообразно переворачивать венцовую шестерню на 3,14 рад. или наплавлять их изношенную сторону. Наплавку производят электродами МР-3 или порошковой проволокой ПП-АНЗ с помощью полуавтомата А-765. После наплавки зубьев их зачищают шлифовальным кругом и проверяют по шаблону.
При ремонте следует обращать внимание на правильность установки венцовой шестерни, что делают лишь после выверки печи в вертикальной и горизонтальной плоскостях. Венцовую шестерню устанавливают так, чтобы ее ось совпадала с продольной осью бандажей, а радиальное и осевое биение шестерни не превышало 0,08 модуля, но не более 3 мм.
Замену зубчатых венцов можно производить с заменой подвенцовой обечайки и без нее. В первом случае установку и последующую центровку производят на специальном стенде с приводным механизмом, по возможности используя стенды для укрупнительной сборки блоков корпуса вращательной печи.
При замене или повороте зубчатого венца на старой подвенцовой обечайке, зубчатый венец устанавливают строго горизонтально с помощью двух монтажных тумб с регулировочными болтами. Тумбы размещают на корпусе печи. На них предварительно устанавливают одну половинку венца, закрепляют болтами к старой половине венцовой шестерни, печь поворачивают на 3,14 рад и под нижнюю половинку зубчатого венца подводят домкраты. Затем демонтируют вторую половину старого венца, накладывают еще две тумбы (все 4 тумбы устанавливаются на равных расстояниях по окружности через 3,14 рад). После этого устанавливают вторую половину венцовой шестерни, стягивая ее в разъеме с первой половиной.
 1-новый блок обечаек, 2-действующая ВП (заменяемая часть корпуса, 3-демонтируемая часть корпуса, 4-стандартные ме леса, высотой 1-2 м, 5- поперечная общая балка, 6-тросс, 7-направляющий блок к лебедке. 1)Проверка и регулировка геом. оси корпуса (действ. печи) в гор. и вертик. плоск. 2)Разметка старого корпуса для вырезки. 3)Вырезка и удаление старого корпуса (на3). 4)Раздвижка корп. 5)монтаж или закатывание в ось печи новой обечайки с бандажом. 6)стяжка корпуса печи, стыковка, выверка новой части со старым корпусом, разделка кромок под сварку, сварка в 4х диаметрально прот-х местах примерно 500 мм, повторная выверка стыков и оконч. сварка. 7)Пров. геом. оси корпуса в гор. и верт. пл-х и окончат. рег-ка роликоопор. Допуски на стыковку: неперп. торцов до 2 мм, непрям-ть оси до 5-6 мм.
1-новый блок обечаек, 2-действующая ВП (заменяемая часть корпуса, 3-демонтируемая часть корпуса, 4-стандартные ме леса, высотой 1-2 м, 5- поперечная общая балка, 6-тросс, 7-направляющий блок к лебедке. 1)Проверка и регулировка геом. оси корпуса (действ. печи) в гор. и вертик. плоск. 2)Разметка старого корпуса для вырезки. 3)Вырезка и удаление старого корпуса (на3). 4)Раздвижка корп. 5)монтаж или закатывание в ось печи новой обечайки с бандажом. 6)стяжка корпуса печи, стыковка, выверка новой части со старым корпусом, разделка кромок под сварку, сварка в 4х диаметрально прот-х местах примерно 500 мм, повторная выверка стыков и оконч. сварка. 7)Пров. геом. оси корпуса в гор. и верт. пл-х и окончат. рег-ка роликоопор. Допуски на стыковку: неперп. торцов до 2 мм, непрям-ть оси до 5-6 мм.
Бандажи заменяют в случае, если износ поверхности катания превышает 20% при сплошном сечении или 50% — при коробчатом, а также при наличии сквозных трещин, не поддающихся сварке, и при сработке их на конце поверхности катания. Небольшая конусность и местные накаты на бандаже устраняют на месте проточкой, шлифованием специальным приспособлением (на точки опорной раме печи устанавливают суппорт с резцом или шлифовальным камнем), не снимая бандажа с печи.
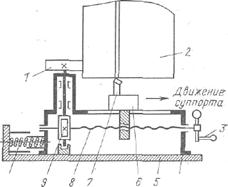 Рис. 119. Схема устройства для проточки бандажей и роликов
Рис. 119. Схема устройства для проточки бандажей и роликов
Устройство состоит из станины 4 (рис. 119) которая может перемещаться по основанию 5. По направляющим станины перемещается также суппорт 6 с резцом 7. Продольное перемещение суппорта осуществляется винтом 5, получающим вращение от бандажа 2 через фрикционный ролик 1 и червячную передачу 9. Рукоятка 3 предназначена для перемещения суппорта вручную. Пружина 10 обеспечивает постоянный контакт резца с обрабатываемой поверхностью бандажа. Зазор между внутренней поверхностью бандажа в холодном состоянии в горячей части печи не должен превышать 10 мм, а в холодной — 8 мм. Зазор регулируют установкой под башмаки прокладок из листовой стали.
Изношенные бандажи заменяют вырезом части подбандажной обечайки; ее удаляют вместе со старым бандажом и на этом месте сваривают части корпуса с новым бандажом. Если подбандажная обечайка тоже имеет повреждения, то до остановки печи на ремонт следует подготовить этот новый элемент, предварительно отцентрировав, его с помощью башмаков (окончательная центровка проводится после замены).
Замену бандажа без демонтажа подбандажной обечайки рекомендуется производить по следующей схеме (рис. 120). В 2—3 м от дефектного бандажа / на корпусе печи с помощью шаблона размечают и производят конусный вырез 2. После демонтажа выреза печь поворачивается на полуоборот (3,14 рад), часть корпуса печи с дефектным бандажом остается неподвижной и образовавшийся монтажный проем используют для замены бандажа. Для предохранения консоли корпуса печи от деформации используют временную опору 3. Установка бандажа на рабочее место производится обратным порядком. В это же время печь снова поворачивается на полуоборот (3,14 рад), и демонтированную часть корпуса вновь устанавливают на свое место. Замена бандажа подобным образом сводит до минимума работы по разрезке и выверке стыков, сокращает простои печи до 2—3 сут.
 |
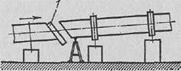
Рис. 120. Замена бандажа корпуса печи
Понравилась статья? Добавь ее в закладку (CTRL+D) и не забудь поделиться с друзьями:
Источник



