
5.Конструкция вращающейся печи, сборочный чертёж и спецификация к сборочному чертежу
Сборочный чертёж представлен в Приложении Б.
Трубчатая печь, барабанная печь, — печь цилиндрич. формы с вращат. движением вокруг продольной оси, предназначено для нагрева материалов с целью их физ.-хим. обработки. Вращающиеся печи классифицируются: по принципу теплообмена — с противотоком и с параллельным током; по виду топлива — пылевидного, кускового, жидкого и газообразного топлива, а также печи с электронагревом; по способу передачи энергии — с прямым, косвенным (через стенку муфеля) и комбинированным нагревом материала. Вращающиеся печи применяются в металлургии (напр., вельц-печи), цементной и химической промышленности Основные размеры Вращающейся печи: длинна от 50 до 230 м, диаметр от 3 до 7,5 м. Производительность достигает 150 т/ч (по готовому продукту).

Рисунок 5.1 схема вращающейся печи: 1 — головка; 2 — форсунки для подачи шихты(пульпы); 3 — система очистки газов; 4 — теплообменные устройства (лопасти, полки, цепные завесы и т. д.); 5 — зубчатая передача; 6 — металлический барабан; 7 — опорные ролики; 8 — форсунки для топлива; 9 — горячая головка
6.Узлы и детали: Эскизы, рабочие чертежи устройство и назначение
Печь состоит из корпуса, который представляет собой ряд соединённых между собой обечаек, ведущей шестерни, Электропривода, редуктора (Редуктор (механический) — механизм, передающий и преобразующий вращающий момент, с одной или более механическими передачами. Основные характеристики редуктора — КПД, передаточное отношение, передаваемая мощность, максимальные угловые скорости валов, количество ведущих и ведомых валов, тип и количество передач и ступеней.Обычно редуктором называют устройство, преобразующее высокую угловую скорость вращения входного вала в более низкую на выходном валу, повышая при этом вращающий момент. Редуктор, который преобразует низкую угловую скорость в более высокую обычно называют мультипликатором.), опорного бондажа, роликов, поддерживающих печь и расположенных на определённом расстоянии друг от друга, огнеупорной футеровки (Футеровка печей – это, как правило, защитная облицовка толщиной в 1/2 кирпича со стороны внутренней поверхности топливника, предохраняющая стенки и свод печи от воздействия высоких температур. Естественно, что для обеспечения хорошей огнеустойчивости, материал, из которого производится футеровка печей, должен иметь высокие технические характеристики огнеустойчивости.Одним из наиболее оптимальных материалов для применения в такой области, как футеровка печей, является вермикулит.Вермикулит – это минерал из группы гидрослюдяных со слоисто-пористой структурой, который имеет очень низкие показатели теплопроводности (плотность 2400-2700 кг/м3, теплопроводность при 25 °С = 0,072 – 0,18 Вт/мК), за счет чего находит широкое применение в такой области, как футеровка печей.Толщина слоев футеровки рассчитывается по теплопроводности материалов и допустимым температурам на границе слоев между футеровкой и основным материалом, из которого изготовлена печь. Ремонт и футеровка печей должны обязательно производится регулярно, ведь речь идет о предотвращении пожара.
Подшипники встречаются в каждом подвижном узле машины. Для конкретных задач, подшипники также имеют свою особую конструкцию. Наиболее распространенными являются антифрикционные или роликовые подшипники.
Такие подшипники давно стали стандартными, и превосходно работают почти в любых условиях. Однако, с большими нагрузками, антифрикционные подшипники работают хуже. На печах, где ожидаются высокие нагрузки, используются подшипники другого вида.
 Подшипники – опорные ролики, которые являются подшипниками качения имеющими особенно толстостенное наружное кольцо, могут выдерживать как тяжелые, так и ударные нагрузки.
Подшипники – опорные ролики, которые являются подшипниками качения имеющими особенно толстостенное наружное кольцо, могут выдерживать как тяжелые, так и ударные нагрузки.
Подшипники – опорные ролики основаны как на шариковых подшипниках, так и на цилиндрических роликовых подшипниках. Из-за большого разнообразия конструкции, они подходят для большинства разновидностей условий работы.
Источник
1.4. Вращающиеся печи
Вращающиеся печи мокрого и сухого способов производства состоят из сварного корпуса (рис. 1.5), бандажей, роликоопор, зубчатого венца, привода, гидравлических упоров, загрузочного и разгрузочного узлов (концов) горелочных устройств, устройств для контроля температуры корпуса и его охлаждения воздухом, уплотнительных устройств мест контакта вращающегося корпуса печи с неподвижными загрузочными и разгрузочными узлами.
Во вращающихся длинных печах мокрого способа производства, оснащенных внутрипечными устройствами, все тепловые процессы происходят от подачи шлама и его сушки до выхода готовой продукции цементного клинкера. По ходу движения сырья эти печи имеют несколько технологических зон: сушки, подогрева, декарбонизации, экзотермических реакций, спекания и охлаждения. Для интенсификации процесса тепловой подготовки сырья внутри печи устанавливают различные конструкции теплообменных устройств: завесы из якорных цепей, ячейковые или лопастные теплообменники и др.
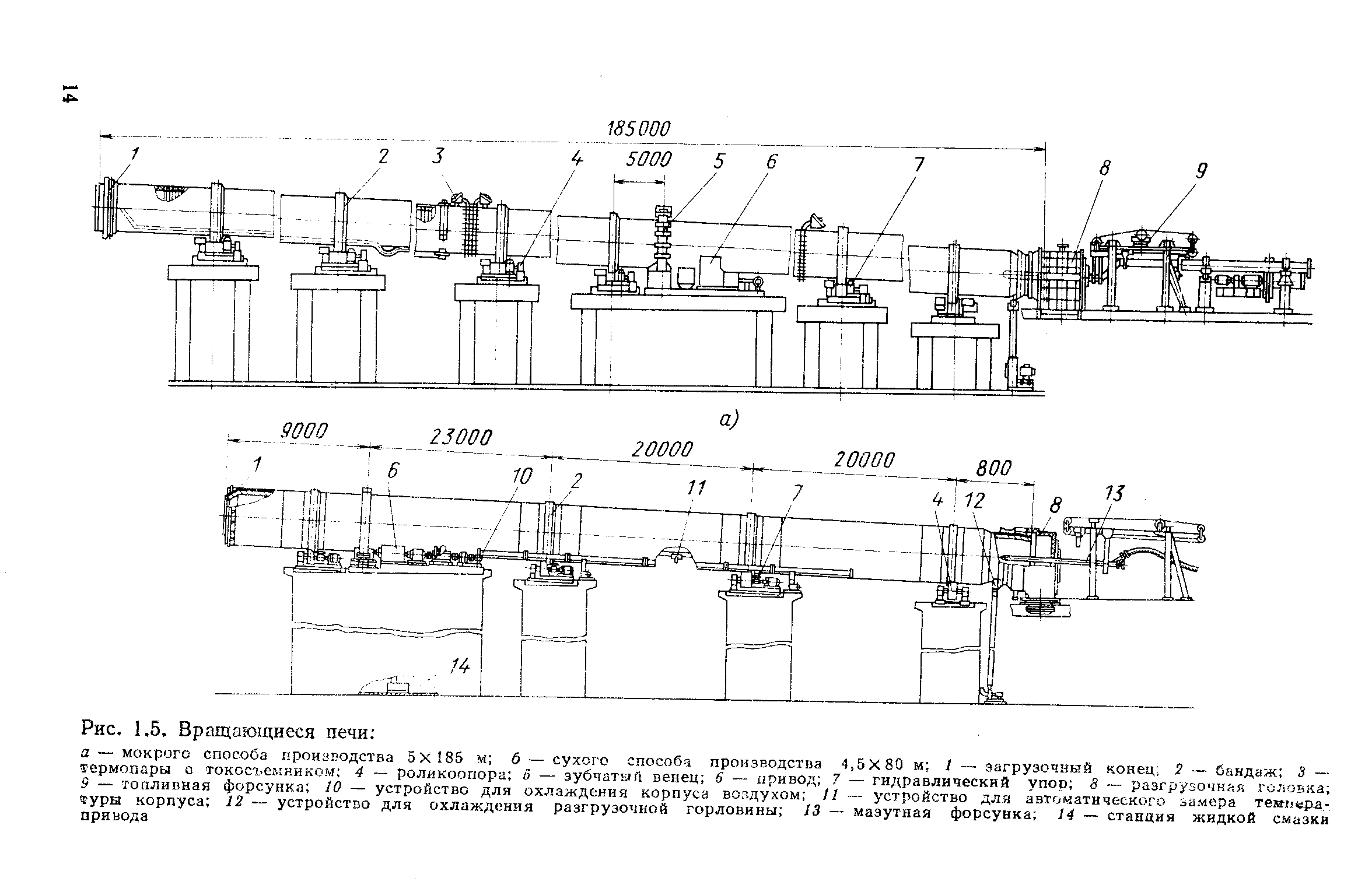
а) мокрого способа производства 5х185 м; б) сухого помола производства 4,5х80 м; 1 – загрузочный конец; 2 – бандаж; 3 – термопары с токосъемником; 4 – роликоопора; 5 – зубчатый венец; 6 – привод; 7 – гидравлический упор; 8 – разгрузочная головка; 9 – топливная форсунка; 10 – устройство для охлаждения корпуса воздухом; 11 – устройство для автоматического замера температуры корпуса; 12 – устройство для охлаждения разгрузочной горловины; 13 – мазутная форсунка; 14 – станция жидкой смазки привода.
Во вращающихся коротких печах сухого способа производства предварительная тепловая обработка сырьевой муки происходит вне печи — в запечных циклонных теплообменниках, которые могут быть оснащены также и реактором-декарбонизатором. Последние завершающие термохимические операции — декарбонизация и клинокерообразование происходят в печи.
Внутрипечные теплообменные устройства
В качестве внутренних теплообменных устройств во вращающихся печах применяют металлические цепные завесы, а также ячейковые теплообменники различных конструкций. В печах мокрого способа производства для обезвоживания шлама влажностью 35—45 % применяют цепные завесы, обладающие развитой поверхностью, способствующие не только испарению влаги, но также транспортированию материала и предотвращению образования шламовых колец внутри корпуса печи. Цепные завесы применяют и в печи сухого способа производства для интенсификации теплообмена между горячими печными газами и сырьевой мукой.
Цепные завесы обычно устанавливают в загрузочной части печи, где температура газов не превышает 1070 К. В начале загрузочной части печи, где поступающий в печь шлам текучий, он налипает на поверхность теплообменных устройств и непосредственно соприкасается с горячими газами. По мере сушки шлам постепенно теряет способность налипать на элементы тепло-обменных устройств, которые в этом случае выполняют функции регенераторов, воспринимая тепло от газов и передавая его материалу. В районе расположения теплообменных устройств продвижение материала вдоль корпуса печи замедляется, вследствие чего повышается заполнение печи материалом, а также увеличивается поверхность теплообмена. В то же время улучшается перемешивание материала, в результате чего выравнивается его температура по объему и по сечению печи, увеличиваются разности и перепад температур между газами и обжигаемым материалом, материалом и поверхностью теплообменников, что также способствует интенсификации теплообмена.
Цепная завеса положительно влияет не только на теплообмен материала с горячими газами, но и на образование пыли и ее улавливание, так как в той зоне, где цепи покрыты слоем влажного шлама, на них оседает большая часть пыли, содержащаяся в газовом потоке. Таким образом це цепная завеса является одновременно и пылеулавливателем.

Рис. 1.21. Цепные завесы вращающихся печей:
1 — конструкция части цепной завесы (1 — рядовое звено; 2 — концевое звено); 11 — узел крепления цепей к корпусу печи (1 — кронштейн; 2, 3 — болт с гайкой; 4 — корпус печи; 5 — концевое звено цепи; 6 — футеровка)
Цепные завесы вращающихся печей обычно бывают двух типов: со свободно висящими концами (рис. 1.21, а) и гирляндной завесой (рис. 1.21, б).
Цепные завесы собирают из цепей с овальными звеньями из прутка толщиной 22 и 25 мм. Материал цепей, подвешиваемых в горячей зоне с температурой газового потока 770—1070 К, — жаропрочная сталь 12Х18Н10Т, а в «холодной» зоне с температурой ниже 770 К — углеродистая сталь. Цепи в завесах со свободно висящими концами длиной 0,6—0,7 внутреннего диаметра печи подвешиваются в шахматном порядке за один конец. Гирляндные цепные завесы подвешиваются к корпусу печи за оба конца с провисанием в средней части.
В некоторых случаях во вращающихся печах мокрого способа производства в наиболее горячей зоне внутреннего теплообменника (взамен цепной завесы) частично или полностью устанавливают ячейковые теплообменники, включая и керамические. Ячейковые теплообменники пока не нашли повсеместного применения, и наиболее универсальным и эффективным внутренним теплообменником остается цепная завеса.
1.3. Техническая характеристика вращающихся печей мокрого способа
Частота вращения печи от главного привода, об/мин
Мощность электродвигателя главного привода, кВт
1.4 Техническая характеристика вращающихся печей сухого способа производства с запечными теплообменными устройствами
Размеры печей с циклонным теплообменником, м
Размеры печей с циклонным теплообменником и декарбонизатором, м
Частота вращения печи от главного привода, об/мин
Мощность электродвигателя главного привода, кВт
Выше приведены технические характеристики вращающихся печей мокрого (табл. 1.3) и сухого (табл. 1.4) способов производства.
ОСНОВЫ РАСЧЕТА ВРАЩАЮЩИХСЯ ПЕЧЕЙ
Оборудование цементных заводов и, в частности, вращающиеся печи, запечные теплообменники и охладители клинкера работают в условиях высоких температур и сложных термохимических процессов, что предопределяет методику расчета этих агрегатов. Поэтому расчет вращающихся печей и охладителей в подавляющем большинстве случаев и любые технические расчеты основываются на достаточно упрощенных исходных данных. Во время вращения печи происходит транспортирование материала и ere термохимическая обработка. При этом материал движется вдоль печи с переменной скоростью, что установлено опытами с радиоактивными метками на печах мокрого способа производства. Это объясняется физическими и химическими изменениями, которым подвергается в процессе обжига материал. Термохимические процессы обычно рассматривают по отдельным технологическим или температурным зонам.
В печах мокрого способа по ходу движения материала различают следующие зоны: сушки (испарения), подогрева (дегидратации), декарбонизации (кальцинации), экзотермических реакций, спекания и охлаждения.
В зоне сушки (испарения) для увеличения эффекта теплообмена между поступающим материалом (шламом) и выходящими из печи горячими газами применяют внутрипечные теплообменники, в основном цепные завесы. В этой зоне вода, содержащаяся в шламе в химически несвязанном виде, почти полностью из материала испаряется, а высушенный шлам нагревается до 470 К.
В зоне подогрева (дегидратации) из шлама удаляются остатки химически несвязанной воды, происходит разложение органических включений и дегидратация глины, а также испарение химически связанной воды, начинающееся при 700—720 К. Глина утрачивает свои пластические свойства и превращается в порошкообразную массу. Температура материала в зоне подогрева (дегидратации) повышается до 950 К.
В зоне декарбонизации (кальцинации) температура материала поднимается до 1300 К. Для этой зоны характерно выделение большого количества углекислого газа и свободной извести, переходящей в тонкодисперсное состояние. Свободная известь, взаимодействуя с кремнеземом и окислами алюминия, железа и магния, начинает образовывать минералы, входящие в состав цементного клинкера. Эти реакции протекают с поглощением теплоты печных газов.
В зоне экзотермических реакций температура материала резко повышается до 1650 К, начинают образовываться большая часть белита (двухкальциевого силиката 2CaO-SiO2), являющегося основным исходным материалом при образовании клинкера, а также соединения окислов железа и алюминия с известью — алюминатов и алюмоферритов. Весь кремний переходит в белит. Количество свободной извести резко уменьшается.
В зоне спекания завершается образование клинкера, материал нагревается до 1750 К и переходит в размягченное состояние, а легкоплавкие минералы — в жидкую фазу. В этой зоне происходит горение вводимого топлива — температура горячих газов достигает 2000—2050 К. Образуется основной продукт обжига — кристаллический алит или трехкальцевый силикат 3CaO-SiO2 т. е. основной компонент собственно цементного клинкера. Последняя зона печи — зона охлаждения — представляет собой небольшой участок до выходного обреза печи, с которого цементный клинкер температурой 1450—1550 К сбрасывается в охладитель.
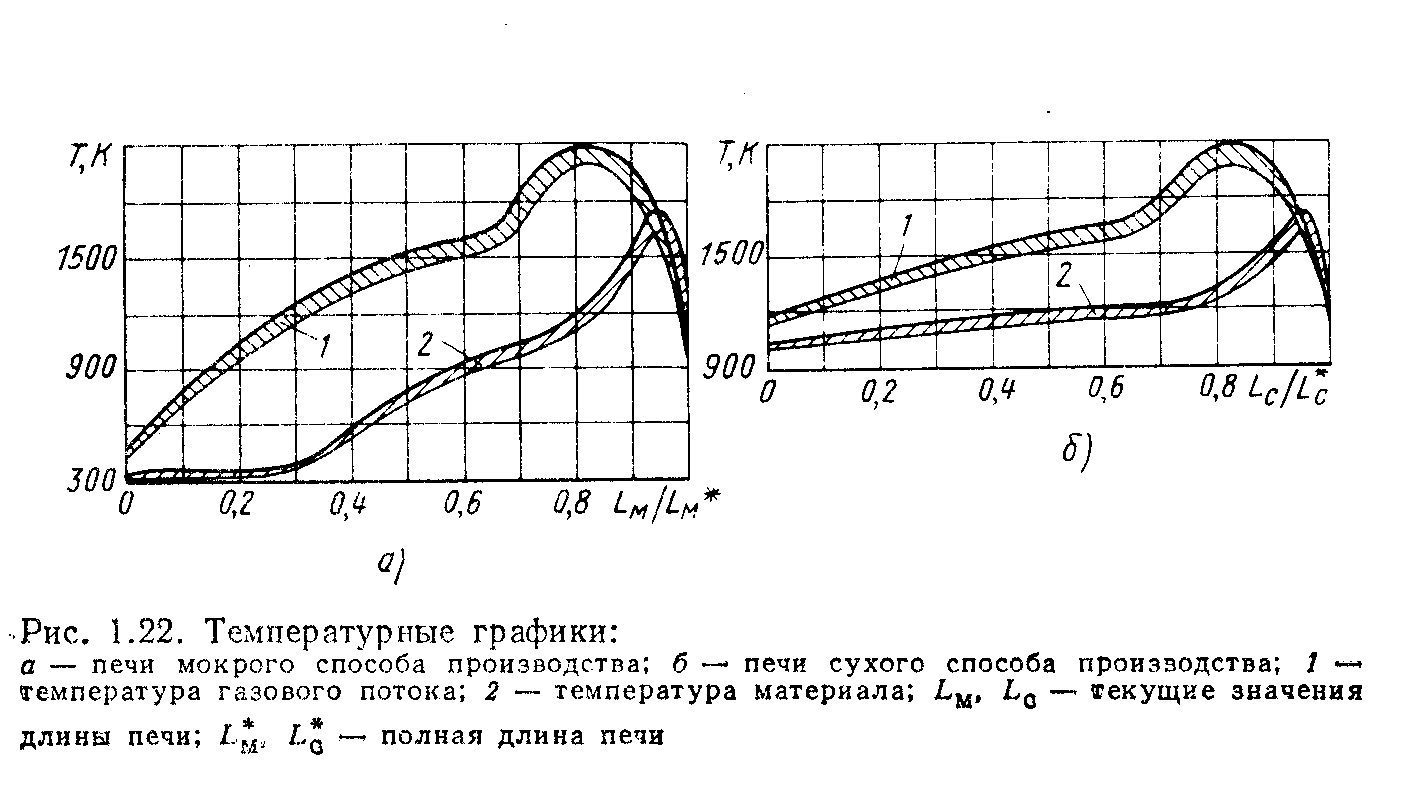
Рис. 1.22. Температурные графики:
а — печи мокрого способа производства; б — печи сухого способа производства; 1 — температура газового потока; 2 — температура материала; LМ, LС – текущие значения длины печи; LМ, * LС * – полная длина печи.
В печах сухого способа производства, оборудованных циклонными теплообменниками и реакторами-декарбонизаторами, происходящие термохимические процессы идентичны процессам, происходящим в печах мокрого способа. Следует учитывать, что влажность поступающей в печь сырьевой муки не превышает 1,5%, благодаря чему в печных агрегатах сухого способа отсутствует зона сушки (испарения), а процессы подогрева и частично декарбонизации проходят в циклонном теплообменнике и реакторе-декарбонизаторе.
На рис. 1.22 показаны температурные графики печей мокрого и сухого способов производства.
Определение производительности вращающейся печи и времени прохождения частиц материала корпуса печи
Теплообмен в печи весьма сложен, зависит от большого числа факторов, и поэтому рассчитать его с приемлемой для практических целей точностью пока не представляется возможным. Каждый завод (фирма), изготовляющий вращающиеся печи и охладители, обычно руководствуется собственными методами расчета, накопленным опытом конструирования, испытаний и эксплуатации печей.
Отсутствие расчетов основных параметров вращающихся печей свидетельствует о незавершенности этих работ и о необходимости дальнейшего совершенствования имеющихся расчетов о уточнением их на основе эксплуатационных данных.
Институтом ВНИИцеммаш с помощью математической обработки статистических данных, полученных от большого количества эксплуатируемых в СССР вращающихся печей различных типов, а также данных каталогов иностранных фирм, определены эмпирические зависимости для подсчета производительности вращающихся печей в тоннах в час.
Производительность вращающейся печи мокрого способа производства
печи сухого способа производства
печи сухого способа с реактором-декарбонизатором
где D — диаметр печи, м; L — длина печи, м; q — удельный расход теплоты на обжиг клинкера, кДж/кг, значения q см. табл. 1.1 и 1.2.
Для печей с декарбонизаторами в качестве q подставляют то количество удельной теплоты, которое подается непосредственно в печь, без учета подаваемой в декарбонизатор.
Пример расчета производительности печей. Печь 5×185 м мокрого способа производства
Qм = 104,4D 2 L/ q = 104,4 ∙ 5 2 — 185/6500 = 74 т/ч или 1780 т/сут.
В технической характеристике печи (см. табл. 1.1) Qм = 1800 т/сут. Печь сухого способа производства 4,5Х 80 м (СМЦ-20) с реактором-декарбонизатором
Qр.д. = (136,8D 2 L)/ q = (136.8 ∙ 4.5 2 ∙ 80)/1700 = 130,4 т/ч или 3130 т/сут
В технической характеристике печи (см. табл. 1.2) Qp д = 3000 т/сут.
Время прохождения частиц материала корпуса печи [по данным «Бюро оф Майнз» (США) 1 (мин)
где L — длина печи, м; β — угол естественного откоса сухих материалов, °, можно принять β = 40°; у — уклон печи, °; D — диаметр печи, м; п — частота вращения, об/мин; F — коэффициент, учитывающий сужение конуса печи, пересыпные и другие устройства, которые сдерживают материал и удлиняют время прохождения частиц материала через корпус вращающейся печи, в этом случае F = 2.
Пример расчета для печи 4,5×80 м сухого способа производства (см. nабл. 1.4):
L = 80 м; √β = √40 = 6,325; у = 4° или 2,3°; D = 4,5 м; n = 0,6-3,44 об/мин.
Принимаем F = 1 (для печи с постоянным диаметром корпуса печи). При n = 0,6 об/мин.
t = (1,77 ∙ 80 ∙ 6,325)/(2,3 ∙ 4,5 ∙ 0,6) ∙ 1 = 144 мин;
при n = 3,44 об/мин t = (1,77 ∙ 80 ∙ 6,325)/(2,3 ∙ 4,5 ∙ 3,44) ∙ 1 = 25 мин
Как видно из расчета, время прохождения частицами материалов корпуса печи определяется в основном изменением частоты вращения, длиной и углом наклона корпуса печи.
В длинных печах мокрого способа производства общее время пребывания материала составляет около 3—3,5 ч, а в печах сухого способа — около 1,5—2 ч.
Как указывалось ранее, благодаря сложному теплообмену (термохимическому процессу) материал движется в различных зонах печи с разной скоростью. Это явление подтверждается опытами, проведенными с радиоактивными метками.
Источник



