
Бандаж вращающейся печи
Полезная модель относится к корпусам вращающихся печей, широко используемых в промышленности строительных материалов, черной и цветной металлургии, химической и других отраслях промышленности. Бандаж вращающейся печи, содержащий отдельные сектора сплошного сечения, соединенные на стыках посредством сварного шва, при этом соединение секторов между собой выполнено в виде «шип-паз» или «ласточкин хвост», размещенные в области нейтрального слоя поперечного сечения, с последующей заваркой стыка дуговой сваркой плавлением с наружной и внутренней поверхности бандажа.
Полезная модель относится к корпусам вращающихся печей широко используемых в производстве строительных материалов, черной и цветной металлургии, химической и других отраслей промышленности.
Известна конструкция бандажей (А.И.Богданов. Вращающиеся печи цементной промышленности. Машиностроение. М. 1965.) — бандажи современных вращающихся печей имеют сплошное сечение прямоугольной формы, при котором они просто отливаются, легко обрабатываются и отличаются надежностью в работе. На корпус печи бандажи насаживаются свободно, но с установкой приспособлений, препятствующих перемещению их в осевом направлении. Для вращающихся печей больших диаметров бандажи изготавливаются из двух половин (полубандажей), свариваемых по стыку на монтаже электрошлаковой сваркой.
Наиболее близкими по технической сущности и достигаемому результату к полезной модели является бандаж вращающейся печи (СССР а.с. №838283, опубл. 15.06.1991, F27B 7/22), содержащей отдельные сектора, соединенные на стыках посредством сварного шва, при этом сектора выполнены с канавками округлой формы, размещенные на стыках секторов на расстоянии от внешнего диаметра бандажа, а сварной шов расположен на внутренней поверхности бандажа до канавки.
Недостатками известных технических решений является то, что при сборке и сварке бандажа на монтаже не удается обеспечить круглость поверхности катания бандажа. В процессе эксплуатации увеличивается изнашивание бандажа и опорных роликов. В результате возникновения биения бандажа на опорных роликах (из-за отклонения качения от окружности) снижается надежность и долговечность узла. Создание замкнутой конструкции бандажа электрошлаковой сваркой требует использование сложного оборудования, что ведет к ее удорожанию.
Задачей полезной модели является повышение надежности стыкового соединения бандажа и снижение себестоимости конструкции.
Технический результат состоит в увеличении запаса прочности соединения отдельных секторов (полубандажей) бандажа.
Технический результат достигается тем, что бандаж вращающейся печи содержит отдельные сектора сплошного сечения, соединенные на стыках посредством сварного шва. При этом соединение секторов между собой выполнено в виде «шип-паз» или «ласточкин хвост», размещенные в области нейтрального слоя поперечного сечения, с последующей заваркой стыка дуговой сваркой с наружной и внутренней поверхности бандажа.
На фиг.1 показана конструкция бандажа, общий вид; фиг.2 — соединение по схеме «шип-паз»; фиг.3 — соединение по схеме «ласточкин хвост».
Бандаж состоит из двух половин (одинаковых полубандажей) 1 и 2. Торцы полубандажей выполнены так, чтобы при их сборке под сварку стыков они образовали в месте стыка соединение типа «шип-паз» 3 или «ласточкин хвост» 4. Сварные швы 5 выполнены с наружной и внутренней поверхности бандажа. Соединение 3 и 4 выполнены в районе нейтрального слоя поперечного сечения (сплошного прямоугольного) — в области низких нормальных напряжений (при изгибе).
Предлагаемое устройство работает следующим образом.
В процессе эксплуатации вращающейся печи бандаж подвергается изгибу. Наибольшие напряжения (изгибные и контактные) возникают в месте контакта бандажа с опорным роликом. Как показали расчеты, из условия обеспечения контактной прочности нагретого бандажа размеры поперечного сечения оказываются достаточными и для выполнения условия общей прочности (контакт плюс изгиб), при этом запас прочности превышает необходимый. Следовательно, вместо сплошного, прямоугольного сечения можно рассмотреть поперечное сечение — прямоугольное с вырезом. Вырез выполнен в области нейтрального слоя (центра тяжести прямоугольного сечения) и определяет размер соединения «шип-паз» 3 или «ласточкин хвост» 4.
Сборка составной конструкции бандажа осуществляется в следующей последовательности:
1) замыкание полубандажей в соединениях типа «шип-паз» 3 или «ласточкин хвост» 4; это соединение обеспечит круглость поверхности катания бандажа;
2) дуговая сварка стыков (выполненных с разделкой кромок). Предлагаемое устройство по сравнению с прототипом позволит:
1) исключить электрошлаковую сварку из процесса создания замкнутой конструкции бандажа;
2) сварить стыки полубандажей обычной дуговой сваркой — удешевить конструкцию;
3) повысить надежность стыкового соединения;
4) обеспечить идеальное совмещение поверхности катания бандажа (даже на этапе изготовления полубандажей в условиях предприятия-изготовителя);
5) уменьшить площадь сечения сварного шва.
Бандаж вращающейся печи, содержащий отдельные сектора сплошного сечения, соединенные на стыках посредством сварного шва, отличающийся тем, что соединение секторов между собой выполнено в виде «шип-паз» или «ласточкин хвост», размещенные в области нейтрального слоя поперечного сечения, с последующей заваркой стыка дуговой сваркой плавлением с наружной и внутренней поверхности бандажа.
Источник
К вопросам о выверке и техническом обслуживании вращающихся печей
Дж. Росс, ROSS KILN Maintenance Technology LLC,
США
РЕФЕРАТ. Ускоренный износ бандажных колец может определяться действием различных механических факторов и зависит от согласованности направления осевых линий печи, опорных роликов и бандажа. Важно установить первопричину быстрого износа, а также обеспечить надлежащую смазку мест контакта поверхностей бандажа с опорными подкладками / подбандажными пластинами и др. Чтобы уменьшить износ подшипников опорных роликов, нужно правильно определить осевое усилие печи на ролики и правильно регулировать их положение.
Ключевые слова: вращающаяся печь, опорный ролик, подшипник, бандаж, осевая линия.
Keywords: rotary kiln, support roller, bearing, tire, centerline.
Вращающиеся печи цементной промышленности характеризуются значительными габаритами, массой и механической сложностью. При этом надежность работы печи является одним из условий, определяющих успешность функционирования предприятия в целом. Свободное вращение печи определяется качеством установки и выверки ее положения на опорах и напрямую влияет на продолжительность и результаты производственной кампании. Одни из наиболее механически уязвимых узлов конструкции печи — места контакта бандажных колец с корпусом печи, опорными и упорными роликами.
Если в ходе эксплуатации вращающейся печи для обжига клинкера бандаж печи чрезмерно упирается в ограничители или упоры, резко ускоряются темпы износа опорных подкладок / подбандажных пластин / регулировочных прокладок. В некоторых случаях быстрый износ может объясняться совместным действием сразу нескольких факторов. Чтобы найти первопричину, часто бывает необходимо методом исключения определить те механические факторы, которые приводят к ускоренному износу.
На скорость износа опорных подкладок / подбандажных пластин влияют три важных параметра выравнивания по осям:
- направление осевой линии (оси вращения) печи должно быть согласовано с положением стальных конструкций, на которых установлены опорные ролики;
- обычно опорные ролики устанавливаются с номинальным уклоном около 3 см/м. Наклон оси вращения печи и осевых линий опорных роликов в вертикальной плоскости должен быть одинаковым. Важно также, чтобы осевая линия роликов и осевая линия корпуса находились в одной плоскости;
- осевые линии бандажа и печи тоже должны быть выровнены.
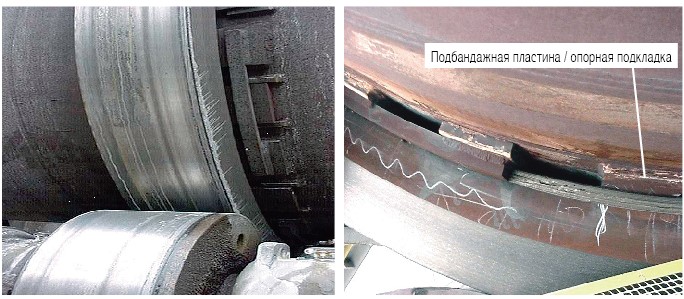
Рис. 1. Износ бандажей и подбандажных пластин
Если наклон оси ролика не соответствует техническим требованиям, то причиной может быть оседание бетонной опоры и изменение уклона основания (это часто можно определить по трещинам облицовки оснований стальных конструкций). В результате ось бандажа получает наклон относительно оси печи и на ограничители / упоры начинает действовать дополнительная горизонтальная сила. Кроме того, из-за разности углов бандаж будет сильнее давить на меньшую площадь опорной подкладки / подбандажной пластины, что ускорит износ этих элементов. В принципе, если бандаж посажен на корпус достаточно плотно и не наблюдается значительного проворачивания, износ поверхностей будет минимальным. При возрастании различия скоростей вращательного движения корпуса и бандажного кольца скорость износа этих узлов в пятне их контакта также значительно увеличивается. Если она высока, то необходимо определить, находятся ли основания стальных конструкций и осевые линии опорных роликов, бандажа и печи в одной плоскости.
Кроме того, важно обеспечить надлежащую смазку внутренней поверхности бандажа и внешней поверхности опорных подкладок / подбандажных пластин, а также мест контакта между боковыми частями бандажа и ограничителями/упорами. Смазка, конечно, не устранит рассогласование направления осей бандажа и корпуса, но само наличие смазки между деталями снизит скорость их износа. Для указанных деталей следует использовать сухую смазку, чтобы исключить возможность ее загрязнения абразивной пылью, которая неизбежно ускорит деградацию смазанных поверхностей. Смазка не должна попадать на опорные поверхности бандажа и опорных роликов. На рынке доступно несколько типов смазочных материалов, разработанных специально для внутренней поверхности бандажа и внешней поверхности подбандажных пластин.
Износ подшипников опорных роликов
Важно уметь определить нагрузку, которая прилагается к подшипникам опорных роликов из-за осевого усилия печи на эти ролики, и правильно регулировать положение последних. На практике получили распространение два основных типа конструкций опорных роликов и подшипников для промышленных печей обжига клинкера. На рис. 2 и 3 приведены иллюстрации этих типов конструкций.
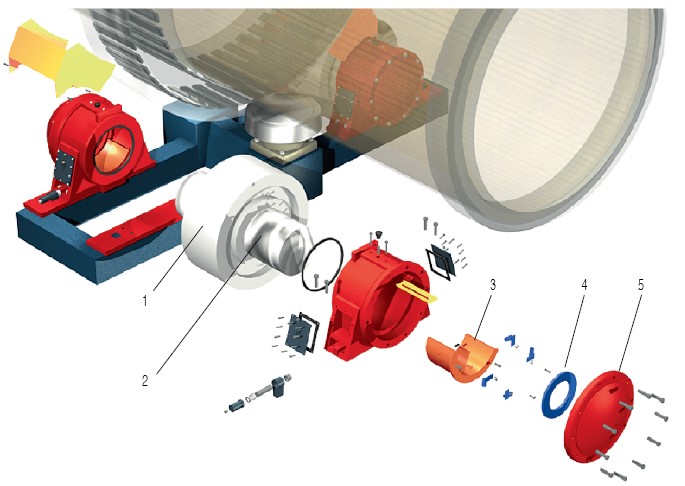
Рис. 2. Опорный ролик с упорной пластиной на торцевой крышке подшипника. 1 — опорный ролик, 2 — вал опорного ролика, 3 — вкладыш подшипника, 4 — упорная пластина подшипника, 5 — торцевая крышка подшипника опорного ролика
Конструкция опорного ролика с подшипником (см. рис. 2) встречается наиболее часто и используется во всех отраслях промышленности, в которых применяются вращающиеся печи. Чтобы определить направление бокового усилия на этих подшипниках, применяют простую процедуру — прозвонку торцевых крышек подшипников молотком. Если звук на торцевой крышке звонкий, то вал ролика упирается в эту торцевую крышку. Если звук глухой, то вал упирается в торцевую крышку, находящуюся в противоположном направлении от нее. Например, если опорный ролик толкает печь в сторону подъема (подъем находится со стороны подачи материала), то вал ролика будет направлен в сторону спуска. Вал опорного ролика всегда находится в противоположном направлении от уклона подшипника. Если ролик толкает печь на подъем, то вал ролика будет упираться в упорную пластину подшипника на спуск, а если ролик толкает печь на спуск, то вал ролика будет упираться в упорную пластину подшипника на подъем.
Существует еще один распространенный тип конструкции опорного ролика, в котором упорный диск крепится болтами к концу вала, и при регулировке ролика для корректировки осевого давления печи диск на валу ролика будет давить на фланец вкладыша подшипника (рис. 3). Например, если ролик толкает печь на подъем, то упорный диск на валу ролика будет давить на упорный фланец подшипника на подъем, а вал ролика — в направлении спуска. Если регулировка опорного ролика приводит к осевому давлению печи в сторону спуска, то упорный диск будет давить на упорный фланец подшипника на спуск, а вал ролика — в направлении подъема. Опять же, направление давления вала ролика всегда будет противоположно направлению осевого усилия печи, для которого он отрегулирован. Определить положение вала ролика на подшипниках таких типов можно только путем визуальной проверки положения упорного диска по отношению к вкладышу подшипника. Обычно между этим вкладышем и диском есть зазор примерно в 6—7 мм, и давление вала ролика направлено со стороны зазора (на спуск или на подъем).
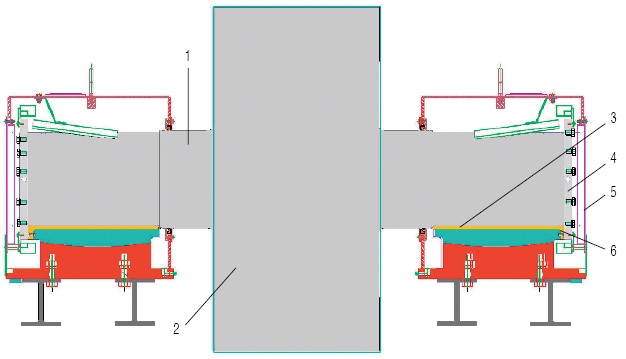
Рис. 3. Опорный ролик с упорным диском на конце вала ролика. 1 — опорный ролик, 2— вал опорного ролика, 3 — вкладыш подшипника, 4 — упорный диск, 5 — торцевая крышка подшипника опорного ролика, 6 — фланец вкладыша подшипника
Два описанных типа конструкций опорных роликов типичны для большинства печей обжига клинкера, установленных на российских цементных предприятиях.
В программу ежедневного осмотра в ходе технического обслуживания печи необходимо включить определение направления осевого усилия опорных роликов. В случае чрезмерной перерегулировки роликов возникают условия для повышенного износа, которые могут привести к различным проблемам с техническим обслуживанием: провоцируется износ между бандажом и опорным роликом, станет чрезмерным давление печи на опорные ролики, может нагреваться подшипник, повысится ток двигателя привода печи и как следствие — износ компонентов привода, что приведет к увеличению эксплуатационных расходов. Чтобы избежать подобных проблем, необходимо сбалансировать осевое усилие на всех опорных роликах и свести его к минимуму. В случае печей для обжига по мокрому способу это еще важнее, учитывая увеличенную длину печи и число опорных роликов, поддерживающих ее корпус.
Далее приведен простой метод определения осевого усилия на подшипники опорных роликов.
Установите стрелочный индикатор как можно ближе к верхней части подшипникового узла (как показано на рис. 4). Если ролик толкает печь на подъем, установите индикатор на подшипник на спуск, а если ролик толкает печь на спуск, установите индикатор на подшипник на подъем. Установите стрелку на нуль и наблюдайте за шкалой в течение полного оборота печи. Если в корпусе печи есть биение из-за его деформации, стрелка будет двигаться, когда корпус давит на подшипник. Определите положение печи, при котором стрелка неподвижна, и убедитесь, что в этой зоне печи она установлена на нуль. Нанесите на ветошь небольшое количество масла и, когда корпус печи окажется в том месте, где указатель фиксирует нуль, сделайте небольшую отметку полоской масла на поверхности бандажа или ролика. Когда масло достигнет места соприкосновения ролика и бандажа, усилие на ролике снизится и стрелка на индикаторе придет в движение. Запишите значение перемещения стрелки по циферблату, чтобы оценить усилие на ролике. Отрегулированный ролик может не инициировать движения на циферблате, а сильно нагруженный ролик, наоборот, покажет большие скачки. Например, мало нагруженный узел подшипников будет двигаться в пределах 0,05—0,07 мм, а сильно нагруженные подшипники могут давать скачки до 1,5 мм. Если подшипники сильно нагружены, часто может заметно подскакивать все основание стальной конструкции опоры ролика.

Рис. 4. Проверка осевого усилия на подшипнике опорного ролика при помощи стрелочного индикатора
С помощью описанного метода можно регулировать опорные ролики таким образом, чтобы печь слегка упиралась в нижний упорный ролик, а колебания на подшипниках были одинаковыми, с минимальной или нулевой амплитудой. У печей для обжига по мокрому способу такая регулировка позволяет добиться более эффективной работы, снизить затраты труда персонала и расходы на техническое обслуживание.
Росс, Дж К вопросам о выверке и техническом обслуживании вращающихстя печей // Цемент и его применение. 2020. №5. С.68-71
Источник



